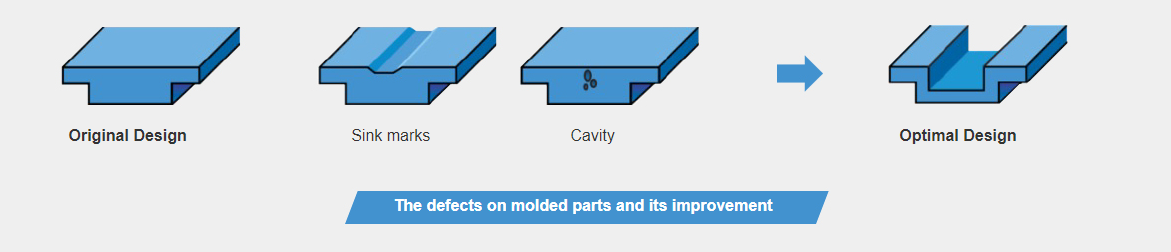
Drážka je jednou z běžných defektů vstřikovaných dílů, což jsou záhyby nebo mělké průhyby na povrchu vstřikovaných dílů, které ovlivňují kvalitu a vzhled vstřikovaných dílů. Jako dodavatel výroby doporučujeme odstranit ji dříve, než se objeví záhyby na tvarovaných částech, než se ponořit, aby našli řešení, když se objeví záhyby. Hledání řešení znamená, že konstrukce vstřikovaných dílů musí být upravena nebo musí inženýr upravit bránu nebo průtokovou cestu formy. Tato opatření nejen zvyšují výrobní náklady, ale také prodlužují vývojový cyklus výrobku. Nejhorší ze všech, i když jste vynaložili veškeré úsilí, musíte udělat kompromis a myslet si, že stopy potopení stále existují.
Tento článek popisuje, jak se vyhnout odsazení vstřikovaných dílů od samého počátku z hlediska výběru vhodných materiálů a zlepšení konstrukce výrobku, aby se zásadně odstranily vady vstřikovaných dílů a dále se zlepšila kvalita výrobků a efektivita výroby.
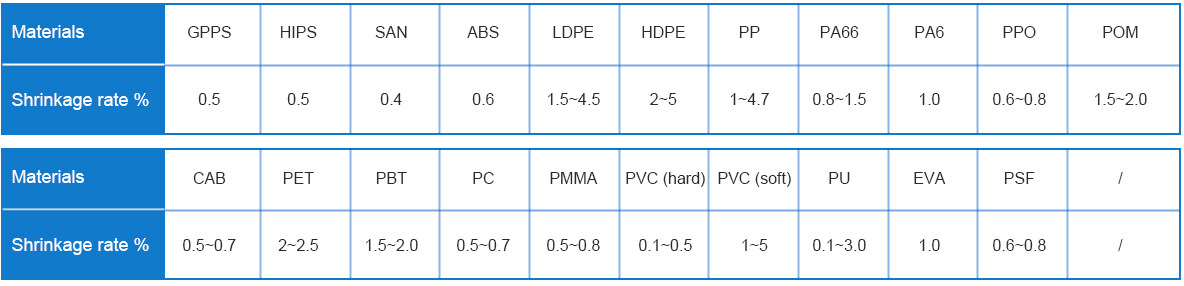
Všechny pryskyřice se při ochlazení zmenšují. Rychlost smrštění různých plastových materiálů je odlišná. Polokrystalické plasty, jako jsou PBT a PP, se snadno potopí a snadno způsobí známky potopení na povrchu dílů. Amorfní plasty, jako jsou PMMA, ABS atd., Nejsou snadno potopeny a mohou snížit riziko smrštění. Ve srovnání s nevyztuženými termoplasty a nekonstrukčními pěnami mají vyztužené plasty a strukturní pěny nižší smrštění a do určité míry snižují vady smrštění. Smršťování různých plastových materiálů je znázorněno na následujícím obrázku.
Navíc plastové materiály s nižší tekutostí, jako jsou PC, nejsou dobře doplněny, když se roztavené materiály ochlazují a zmenšují, což může snadno způsobit potopení. Ale to neznamená, že si můžete vybrat pouze materiály s nižším smrštěním pro váš produkt, jen abyste snížili riziko smrštění plastových dílů. Existuje mnoho faktorů ovlivňujících výběr materiálu a smrštění je pouze jedním z úvah. Snažte se používat materiály s nižším smrštěním a používejte je pouze tehdy, když ostatní podmínky splňují potřeby.
1.Tloušťka stěny by měla být tenká a ne tlustá.
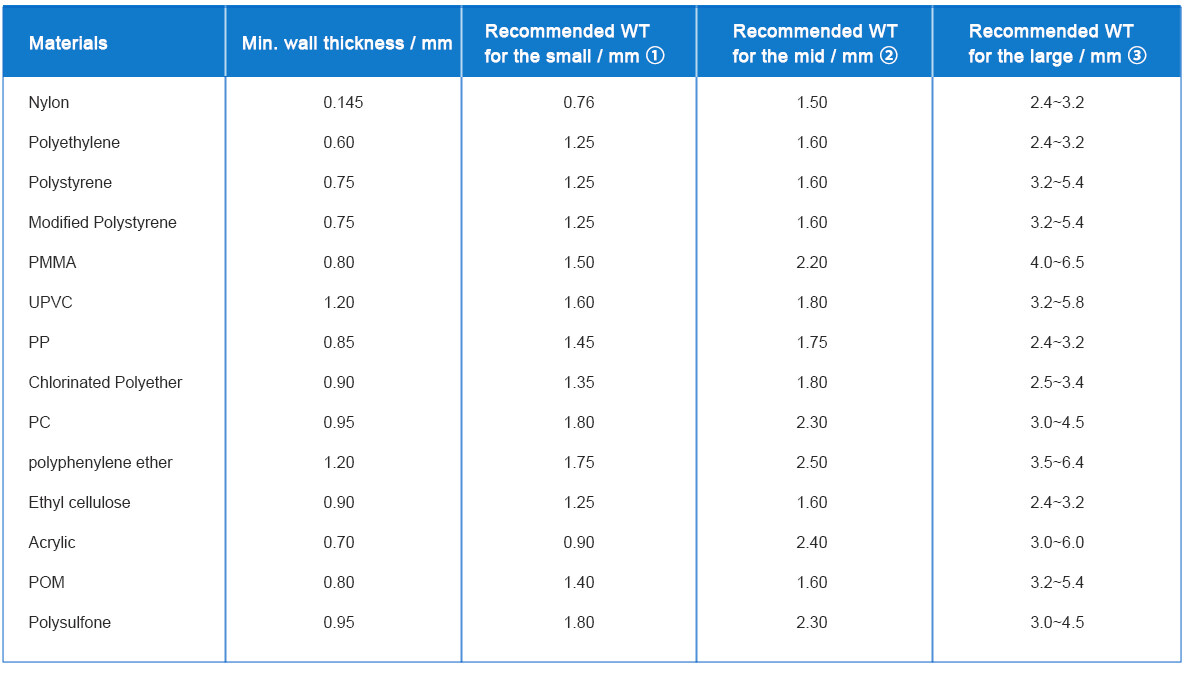
Stupeň smrštění plastových dílů souvisí s tloušťkou stěny výrobku. Tlustší tloušťka stěny může způsobit příliš mnoho smrštění plastových tvarovek a náchylnost k potopení. Samozřejmě, že příliš silná tloušťka stěny nejen odpadá zdroji, ale také prodlužuje cyklus vstřikování, což dále zvyšuje výrobní náklady. Níže uvedený obrázek ukazuje nejtenčí tloušťku stěny a doporučenou tloušťku stěny běžných materiálů.
1 Malé lisované díly Doporučená tloušťka stěny 2 Doporučená tloušťka stěny pro středně velké lisované díly 3 Doporučená tloušťka stěny pro velké lisované díly
2. Zaručená rovnoměrná tloušťka stěny
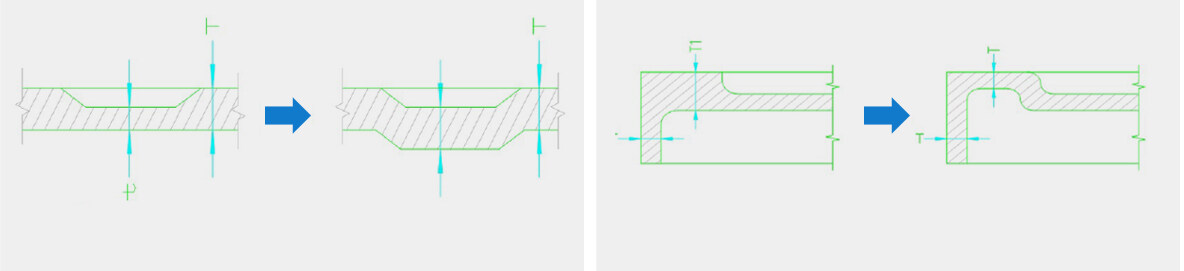
Při vstřikování částí s nerovnoměrnou tloušťkou stěny se termoplastická vrstva s tenčí tloušťkou stěny rychle ochladí a termoplastické chlazení s silnější tloušťkou stěny je pomalé. Nerovnoměrné chlazení vede k většímu smrštění a potopení. Zajištění rovnoměrné tloušťky stěny je jedním z řešení ke snížení rizika smrštění. Pokud je nerovnoměrná část nevyhnutelná, konstrukce formy by měla způsobit, že materiálový tok bude tlustý a tenký uvnitř formy.
Tenké stěny tlustých plastů se rychle ochlazují a zpevňují, zatímco tlusté stěny z plastu se pomalu ochlazují, což umožňuje vytvářet známky potopení.
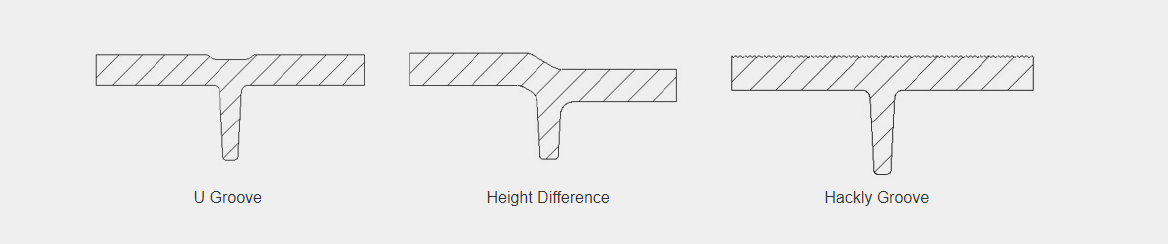
3. Přiměřený návrh tloušťky žeber
Smršťování se vyskytuje v hustém místě žeber. Navrhněte žebra s drážkami ve tvaru písmene U, výškovými rozdíly, drážkami a dalšími charakteristikami, abyste snížili kontrakci.
4. Postupujte podle pokynů pro návrh boss
Výčnělek je montážní prvek, který bude mít šroub nebo šroub pro tvarování závitu. Pokud se šéfův návrh neřídí konstrukčním průvodcem, stopa potopení pravděpodobně způsobí, že šéf může zesílit stěny. Zde jsou návod k návrhu, který vám pomůže získat kvalifikované části.
Spolupráce se spolehlivými partnery
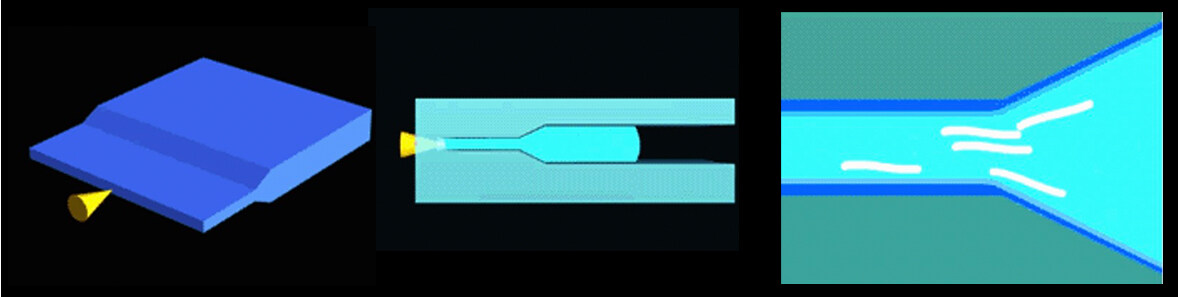
Pro zkušeného inženýra lze rizika v návrhu produktu snadno analyzovat s bohatými zkušenostmi nebo simulačním softwarem. Pokud je však váš návrh produktu zmrazen, odborní inženýři mohou stále zabránit tomu, aby se produkt zmenšil. Například nastavte bránu tak, aby tavenina byla ztenčená a ztenčená, racionálně navržte systém studeného průtoku formy, upravte parametry procesu vstřikování apod., Aby součásti splňovaly očekávané požadavky. Proto je spolupráce se zkušenými dodavateli výroby klíčovým preventivním opatřením ke snížení rizika vadných výrobků. RPWORLD se věnuje technologii vstřikování a CNC obrábění a má téměř 20 let. Chcete-li mluvit s našimi inženýry o vašem projektu, kontaktujte USA, abyste získali bezplatnou analýzu DFM pro vaše součásti. Kontaktujte USA, abyste získali bezplatnou analýzu DFM pro vaše součásti.