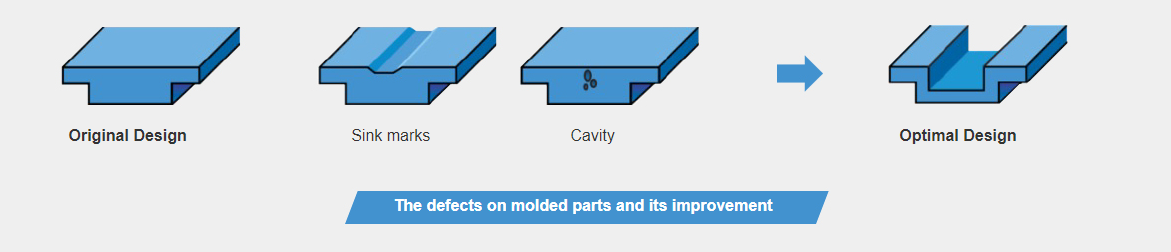
Enjeksiyonla kalıplanmış parçaların yaygın kusurlarından biri olan ezikler, enjeksiyonla kalıplanmış parçaların yüzeyinde, enjeksiyonla kalıplanmış parçaların kalitesini ve görünümünü etkileyen ezikler veya sığ girintilerdir.
Bir imalat tedarikçisi olarak, batma işaretleri göründüğünde bir çözüm bulmak için acele etmek yerine, kalıplanmış parçadaki batma işaretlerini görünmeden önce ortadan kaldırmanızı öneririz. Bir çözüm bulmak, enjeksiyonla kalıplanmış parçanın tasarımının değiştirilmesi veya mühendislerin kalıp kapısını veya rayını ayarlaması gerektiği anlamına gelir. Bu önlemler sadece üretim maliyetlerini arttırmakla kalmaz, aynı zamanda ürün geliştirme döngülerini de uzatır. En kötüsü, tüm çabalarınıza rağmen, batma izlerinin hala var olduğunu düşünerek taviz vermelisiniz.
Bu makalede, enjeksiyonla kalıplanmış parçaların kusurlarını temel olarak ortadan kaldırmak ve ürün kalitesini ve üretim verimliliğini daha da artırmak için, uygun malzemelerin seçilmesi ve ürün tasarımının iyileştirilmesi yönünden enjeksiyonla kalıplanmış parçaların batan izlerinin en başından nasıl önleneceği anlatılmaktadır.

Tüm reçineler soğuduğunda büzülür. Farklı plastik malzemelerin farklı büzülme oranları vardır. PBT ve PP gibi yarı kristalin plastikler kolayca batar ve parçaların yüzeyinde batma izlerine neden olur. PMMA ve ABS gibi amorf plastiklerin batması kolay değildir, bu da büzülme riskini azaltabilir. Takviyesiz termoplastikler ve yapısal olmayan köpüklerle karşılaştırıldığında, takviyeli plastikler ve yapısal köpükler daha düşük büzülmeye sahiptir ve büzülme kusurlarını bir ölçüde azaltır. Farklı plastik malzemelerin büzülmesi aşağıdaki şekilde gösterilmiştir.
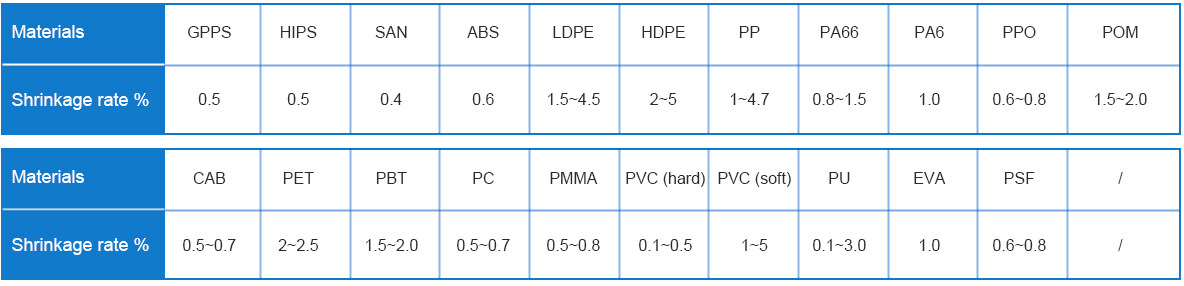
Ek olarak, PC'ler gibi düşük akışkanlığa sahip plastik malzemeler, erimiş malzemeler soğutulduğunda ve büzüldüğünde iyi yenilenemediğinden, batma izlerine neden olmak kolaydır. Ancak bu, ürününüz için sadece daha düşük büzülmeye sahip malzemeleri seçebileceğiniz anlamına gelmez, sadece plastik parçaların büzülme riskini azaltmak için. Malzeme seçimini etkileyen birçok faktör vardır ve büzülme dikkate alınan faktörlerden sadece biridir. Mümkün olduğunca düşük büzülmeye sahip malzemeler kullanın ve yalnızca diğer koşullar ihtiyaçları karşıladığında kullanın.

1.Duvar kalınlığı ince veya kalın olmamalıdır
Plastik kalıplanmış parçaların büzülme derecesi, ürünün duvar kalınlığı ile ilgilidir. Daha kalın duvar kalınlıkları plastik kalıbın çok fazla büzülmesine ve batma izlerine eğilimli olmasına neden olabilir. Tabii ki, aşırı duvar kalınlığı sadece kaynakları boşa harcamakla kalmaz, aynı zamanda enjeksiyon kalıplama döngüsünü uzatır ve üretim maliyetlerini daha da artırır. Aşağıdaki şekilde, yaygın malzemelerin en ince ve önerilen duvar kalınlıkları gösterilmektedir.
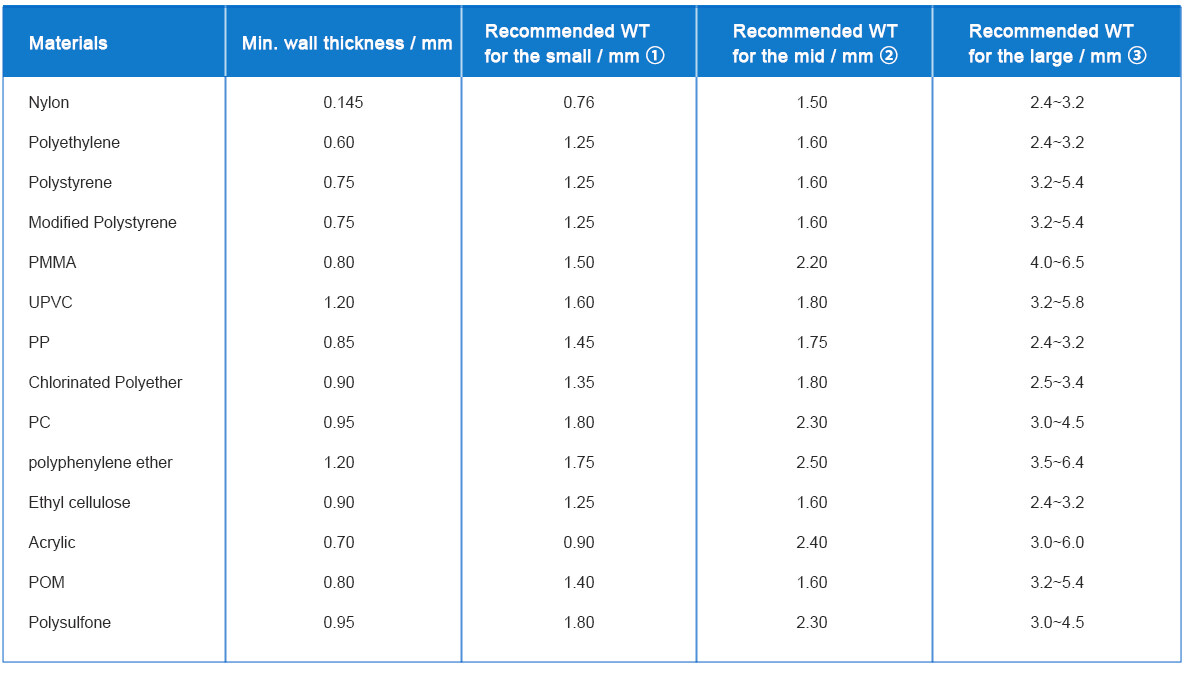
① Küçük kalıplanmış parçalar için önerilen duvar kalınlığı ② Orta kalıplanmış parçalar için önerilen duvar kalınlığı
③ Büyük boyutlu kalıplanmış parçalar için önerilen duvar kalınlığı
2.Düzgün duvar kalınlığı sağlayın
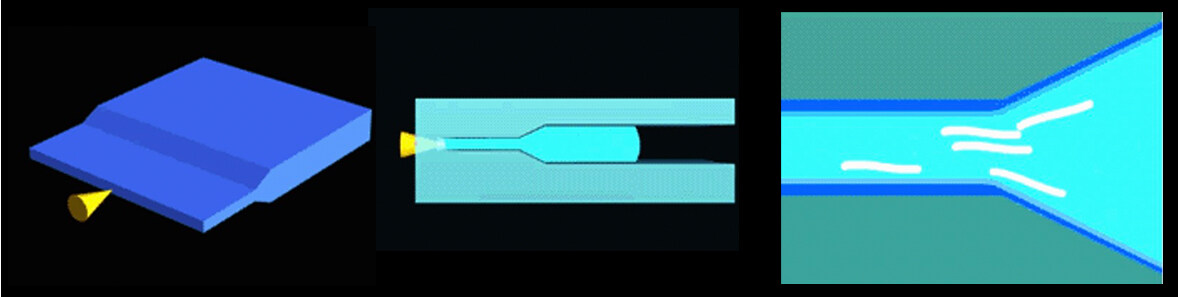
Eşit olmayan duvar kalınlığına sahip parçaları enjekte ederken, daha ince duvar kalınlığına sahip termoplastik soğutma daha hızlıdır ve daha kalın duvar kalınlığına sahip termoplastik soğutma daha yavaştır. Düzensiz soğutma daha fazla büzülme ve batma izlerine neden olur. Düzgün duvar kalınlığının sağlanması, büzülme riskini azaltmak için çözümlerden biridir. Düzgün olmayan parçalar kaçınılmazsa, kalıbın tasarımı kalıptaki malzeme akışını kabadan inceye değiştirmelidir.
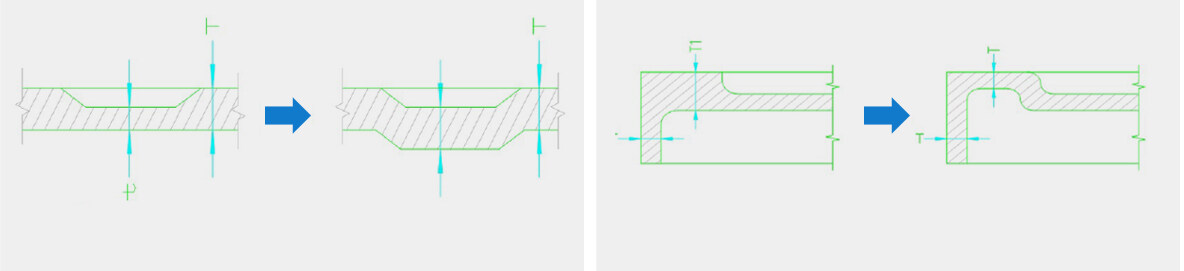
İnce duvarlı plastikler hızlı soğur ve katılaşırken, kalın duvarlı plastikler yavaşça soğur, bu da batma izleri oluşturmayı mümkün kılar.
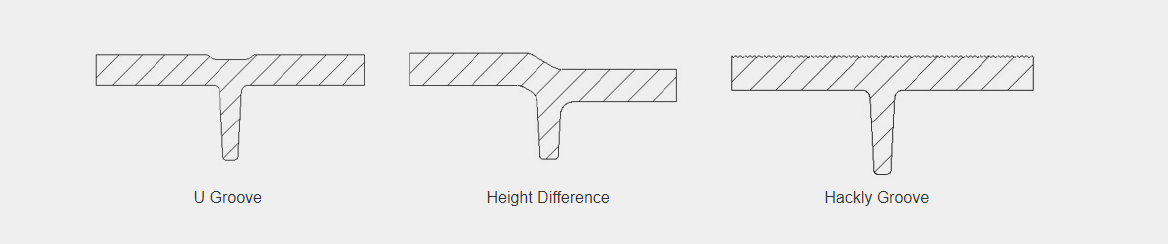
3.Kaburga kalınlığının makul tasarımı
Kasılmalar kaburgaların kalın olduğu yerlerde meydana gelir. Büzülmeyi azaltmak için U-şekilli oluklar, yükseklik farkları, hackly oluklar ve diğer özelliklere sahip kaburgalar tasarlayın.
4.Boss'un tasarım yönergelerini izleyin
Patron, bir vida veya dişli şekillendirme vidası tutacak bir montaj özelliğidir. Patronun tasarımı tasarım yönergelerine uymazsa, batma izlerinin patronun duvarları kalınlaştırmasına neden olması muhtemeldir. Nitelikli parçalar almanıza yardımcı olacak tasarım yönergeleri.
Güvenilir ortaklarla çalışın
Yetenekli bir mühendis için, kapsamlı deneyim veya simülasyon yazılımı ile ürün tasarımındaki riskleri analiz etmek kolaydır. Ancak ürün tasarımınız donmuşsa, uzman mühendisler yine de ürünün küçülmesini önleyebilir. Örneğin, eriyiği kalından inceye değiştirmek için kapıyı ayarlayın, kalıbın soğuk yolluk sistemini makul bir şekilde tasarlayın, enjeksiyon kalıplama işlemindeki parametreleri ayarlayın, böylece parçalar beklenen gereksinimleri karşılar. Bu nedenle, deneyimli imalat tedarikçileriyle çalışmak, kusurlu ürünler alma riskini azaltmak için önemli bir önlemdir. RPWORLD, enjeksiyon kalıplama ve CNC işleme ve üretim teknolojisine adanmıştır ve yaklaşık 20 yıllık bir geçmişe sahiptir. Projeniz hakkında mühendislerimizle konuşmak istiyorsanız, parçalarınızı tasarlamak için ücretsiz DFM analizi için ABD ile iletişime geçin.
Parça tasarımınız için ücretsiz DFM analizi için ABD ile iletişime geçin.