Hızla büyüyen bir Avrupa tıbbi cihaz şirketi, üst düzey göz teşhis cihazları için ortaklar arıyor. Bu ürünün yıllık talebi yüzlerce adettir ve tasarımının değişen pazar talebine cevap verecek şekilde değiştirilmesi gerekebilir.
• Meydan Okuma
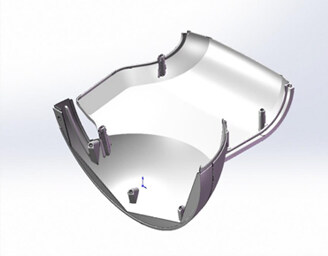
1.Müşteri ihtiyaçlarına en uygun üretim çözümü nasıl seçilir? 2.Hassas, hassas yedi taraflı yapı ve delik konumu nasıl elde edilir? 3.Görünümü etkilemeden elektromanyetik uyumluluk (EMC) etkisi nasıl elde edilir? 4.Yüksek kalite nasıl sağlanır ve ürünler mümkün olan en kısa sürede nasıl piyasaya sürülür?
RPWORLD çözüm
1.Proses seçimi: Poliüretan döküm, enjeksiyon kalıplama, CNC ve 3D baskıyı birleştirin.
(Geleneksel enjeksiyon kalıplama 2 ila 4 ay sürer, maliyeti $100,000'den fazladır ve kalıp tamamlandıktan sonra büyük tasarım değişikliklerine izin verilmez.)
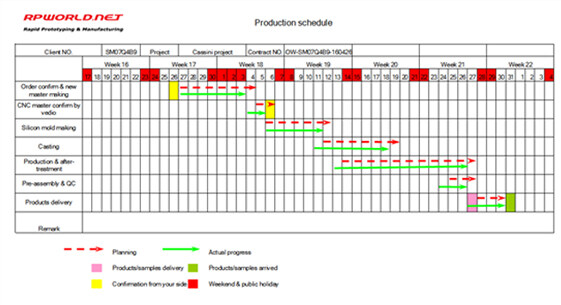
2.Proje yönetimi:
3.Doğru delik konumu, toleranslar ve son montaj sağlamak için fikstürler ve gösterge aletleri üretin.
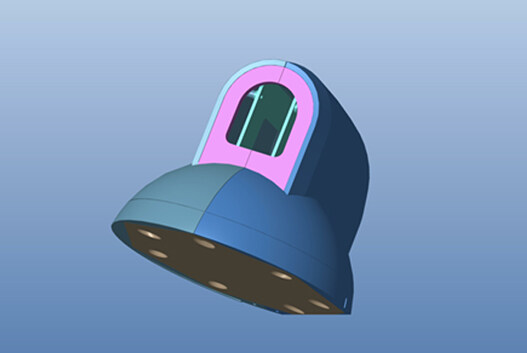
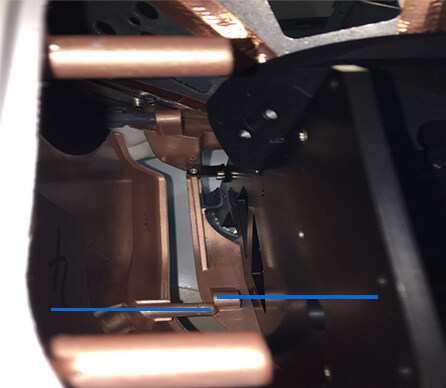
4.İç yüzey elektromanyetik uyumluluk elde etmek için bakır boya ile kaplanmıştır.
5.Özel paketleme çözümü: Mühendislik departmanımız tarafından nakliye sırasında koruma için tasarlanmıştır.
6.Mühendislik analizi ve tasarım optimizasyonu.
İlk ürünleri aldıktan sonra,
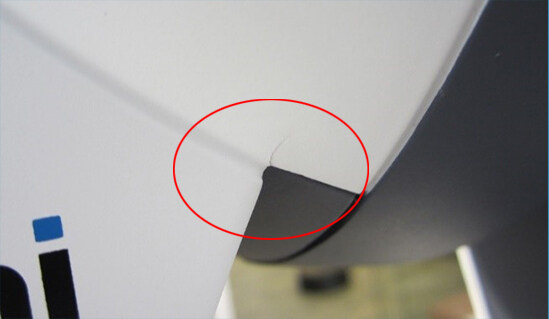
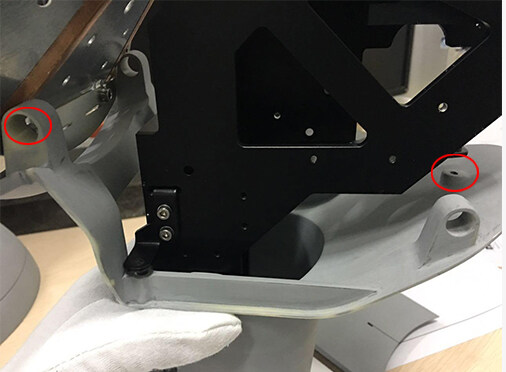
Müşteri üründe bir çatlak tespit etti.
Daha fazla analizden sonra, müşteri filetonun 3D verilerde belirtilenden daha küçük olduğunu buldu (3d veri R1.8 ve ölçülen boyut R1). Çok küçük filetolar stres konsantrasyonuna ve çatlamaya neden olur.
Geri bildirim aldıktan sonra dahili bir toplantı yaptık.
Çatlaklara R1 filetosunun sebep olmadığından eminiz.
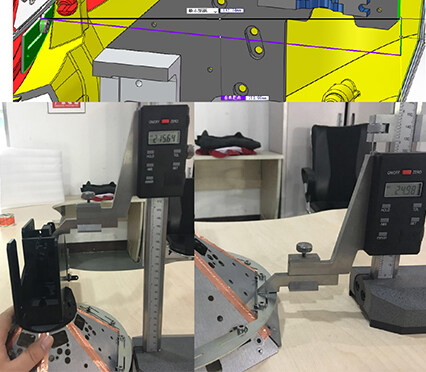
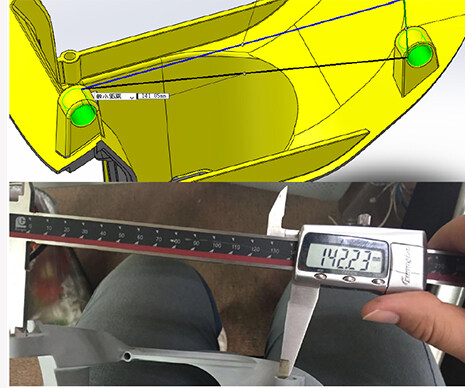
3.Belirtilen boyut 141.05 mm, ölçülen boyut 142.23 mm (fark 1.18 mm)
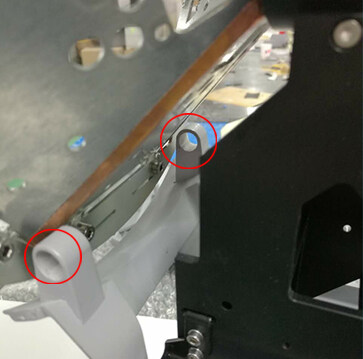
4.Serbest durumda yanlış hizalama
Bu iki parçayı monte etmek güç gerektirir,
Plastik kabuklarda önemli strese neden olur
Yuvarlak köşelere odaklan.
Bu çatlağın temel nedeni olarak bulundu.
Müşteriye bir analiz raporu sunduk
Ve iyileştirme planları önerdi.
1.Üretilen parçalar için, girişim problemini çözmek için manuel işbirliği sonrası işlem kullanılması önerilir.
2.Bir sonraki ürün grubu için, montaj yedekliliğini azaltmak için plastik kasa üzerindeki 3 mm parazit özelliğini geriye doğru hareket ettirmenizi öneririz.
İyileştirme planı onaylandı
Çatlak problemi bir daha asla olmadı.
• Müşteri avantajları
RPWORLD vakumlu döküm sıvısı kullanarak, üretim süresi 50% kısalır ve 25 ünite 4 hafta içinde teslim edilir. Üretim maliyeti geleneksel takım çözümleri için sadece 20% ~ 30%'dir. Uzun vadeli ürün geliştirme ortağı. Müşteri prototip testi sorunsuz geçti ve çok fazla araştırma ve geliştirme süresi ve maliyeti tasarrufu sağladı. Tüm üretim, son işlem ve ön montaj, proje riskini büyük ölçüde azaltan tek bir tedarikçi RPWORLD tarafından sağlanır. Yakın iletişim ve profesyonel koordinasyon, yüksek kalite ve lansman programları sağlar.
• Postscript
1.Müşteri ihtiyaçlarına en uygun üretim çözümü nasıl seçilir? 2.Hassas, hassas yedi taraflı yapı ve delik konumu nasıl elde edilir? 3.Görünümü etkilemeden elektromanyetik uyumluluk (EMC) etkisi nasıl elde edilir? 4.Yüksek kalite nasıl sağlanır ve ürünler mümkün olan en kısa sürede nasıl piyasaya sürülür?
• Müşterilerden geri bildirim
Desteğiniz için çok teşekkür ederim, bazen yanımızdaki ofiste olduğunuzu hissediyorum! RPWORLD'yi ayıran şey, hızlı teslimat süreniz ve esnekliğinizin yanı sıra teknik gereksinimleri iyi anlamanızdır.